
加工フォーマスター試験
加工フォーマスター試験とは
熱間加工では成形性および材料の機械的性質向上につながる組織制御は非常に重要です。加工フォーマスター試験装置では、複雑な熱間加工プロセスの再現が可能であり、加工中の荷重、変位、試験片の膨張量測定により変態点を検出できます。さらに加工後に組織観察を行うことで、成形性および組織の評価が可能です。
加工フォーマスター試験機
加工フォーマスター試験の適用分野
- 鉄鋼などの熱間加工プロセス
加工フォーマスター試験での試験内容
加工フォーマスタ試験装置では、所定の金属材料試験片における様々な加工条件(温度・歪み)を、希望する雰囲気中で与えます。
加工中および加工後に生じる諸現象(変形抵抗・組織変化・延性(絞り)などを的確に捉え、加工直後の変態挙動を検出します。
装置仕様
| (1)加熱方式 | 加熱方式 | 高周波誘導加熱 |
| 温度範囲 | RT~1400°C | |
| 加熱速度 | MAX50°C/s | |
| (2)冷却方式 | 冷却方式 | 加熱コイル同軸ノズルからの吹付け方式 |
| 冷却ガス | He、N2、Ar | |
| 冷却速度 | MAX60°C/s | |
| (3)試験雰囲気 | 真空 | ≦1.3×10-2Pa |
| 雰囲気ガス | N2、Arなど | |
| (4)負荷 | 最大検出荷重 | 100kN |
| 加工量 | 圧縮10mm、引張50mm | |
| 負荷速度 | 1×10-3~1×103mm/s | |
| 制御方式 | 変位制御、荷重制御 | |
| 加工数 | MAX14回 | |
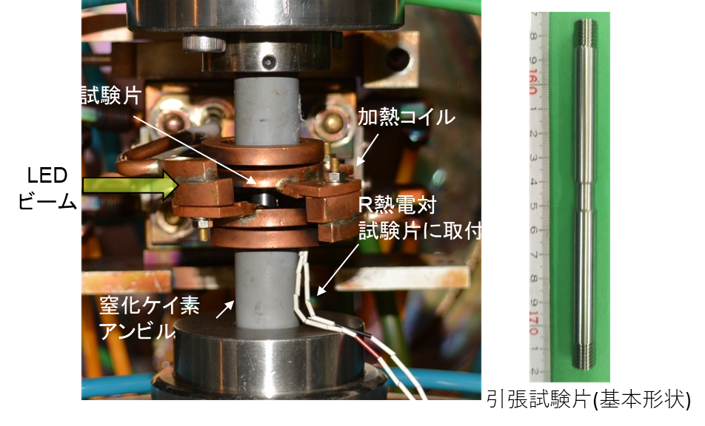
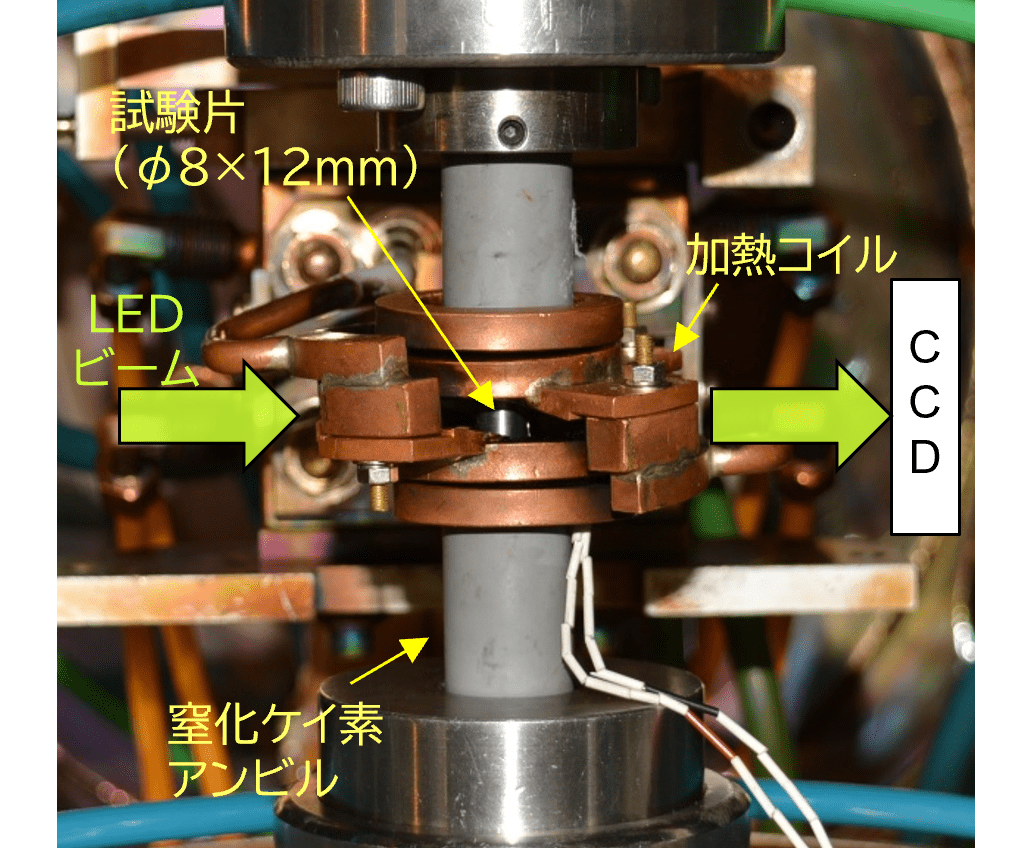
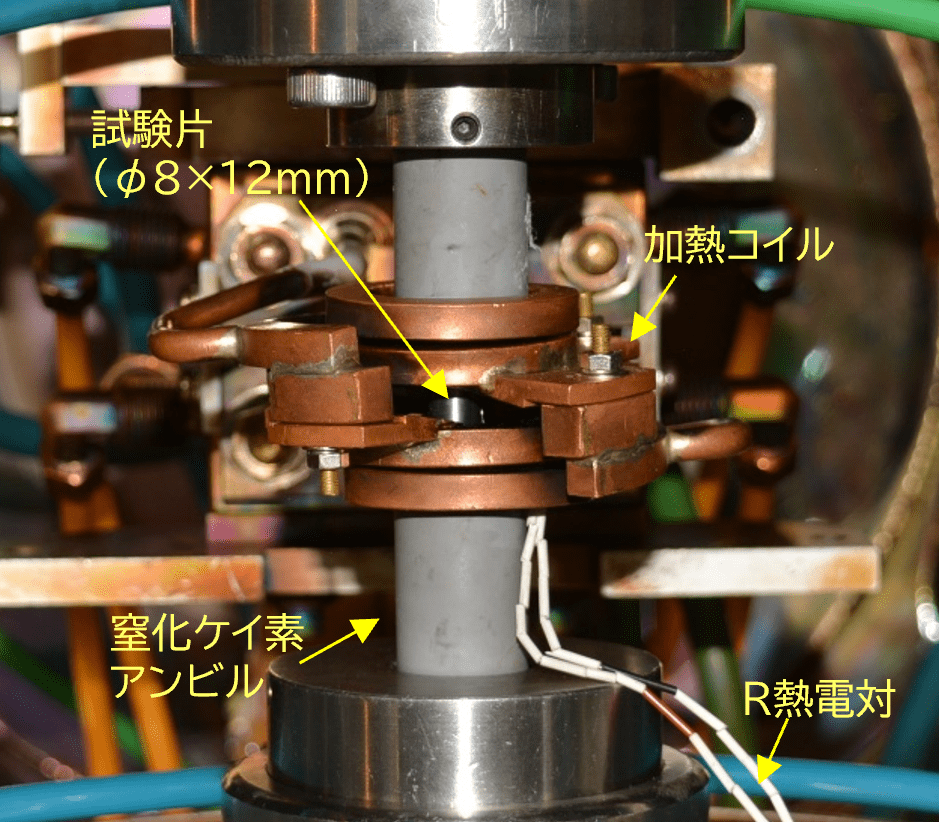
| (5)膨張量測定 | LEDビームによるCCDスキャニング方式 | |
| (6)試験片(基本形状) *右記サイズ以外はご相談下さい |
単軸圧縮試験片 | Φ8mm×12mm |
| 引張試験平行部 | Φ8mm×10mm | |
加工フォーマスター試験の事例
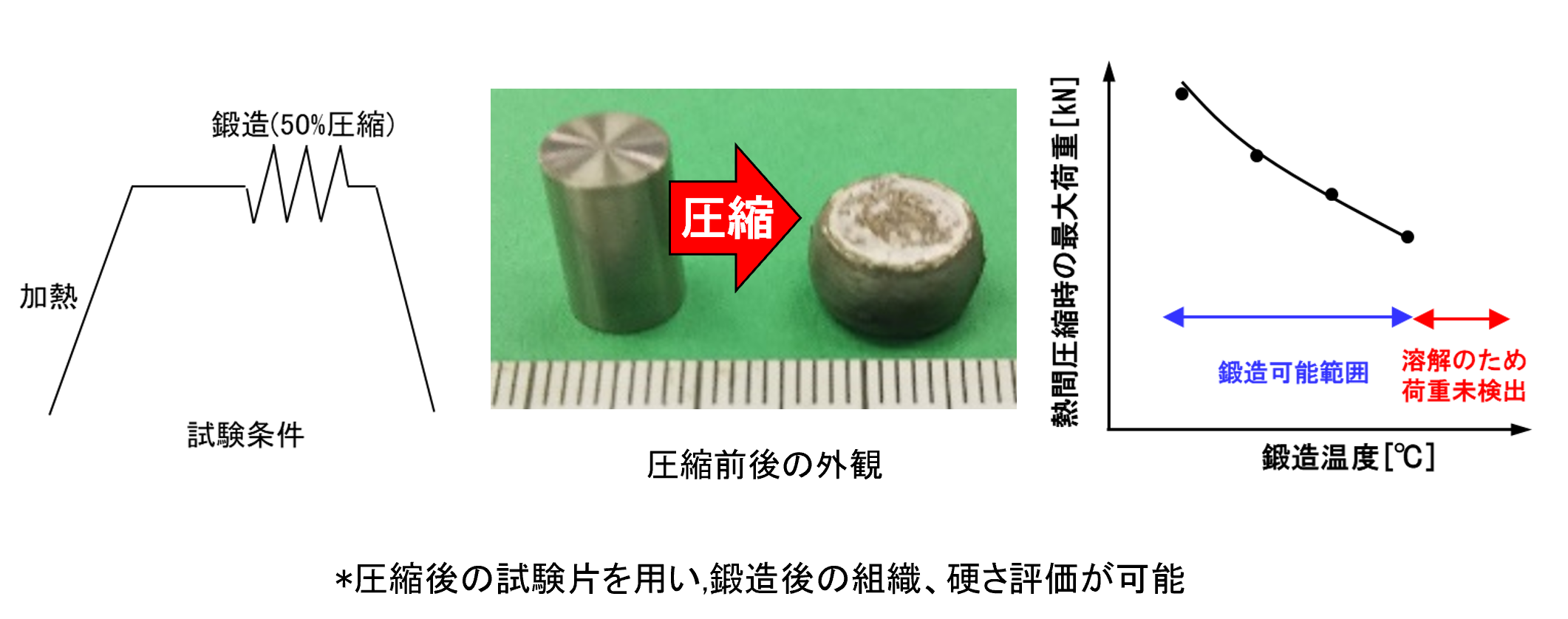
事例1;難加工材の鍛造温度評価
事例2;高温引張試験での活用方法(耐熱鋼の高温特性評価)
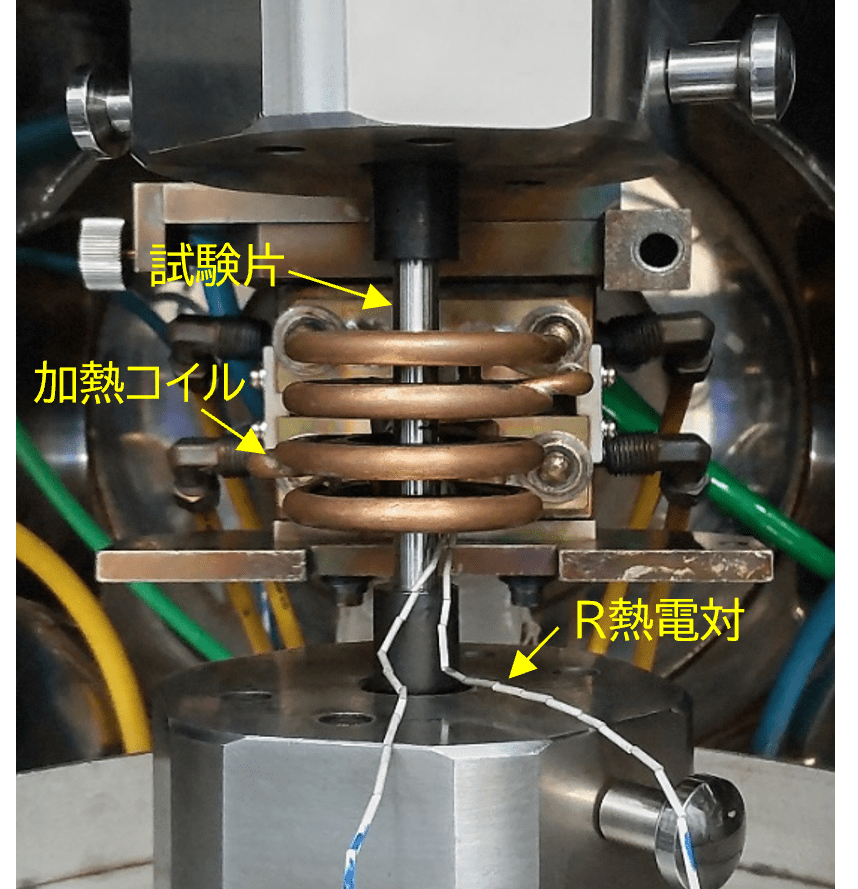
◆試験片形状:Φ8mm×140mm(通常サイズ)
・複数の治具を揃えており、試験内容によって適切な形状をご提案します。短かい場合や板形状もご相談ください。
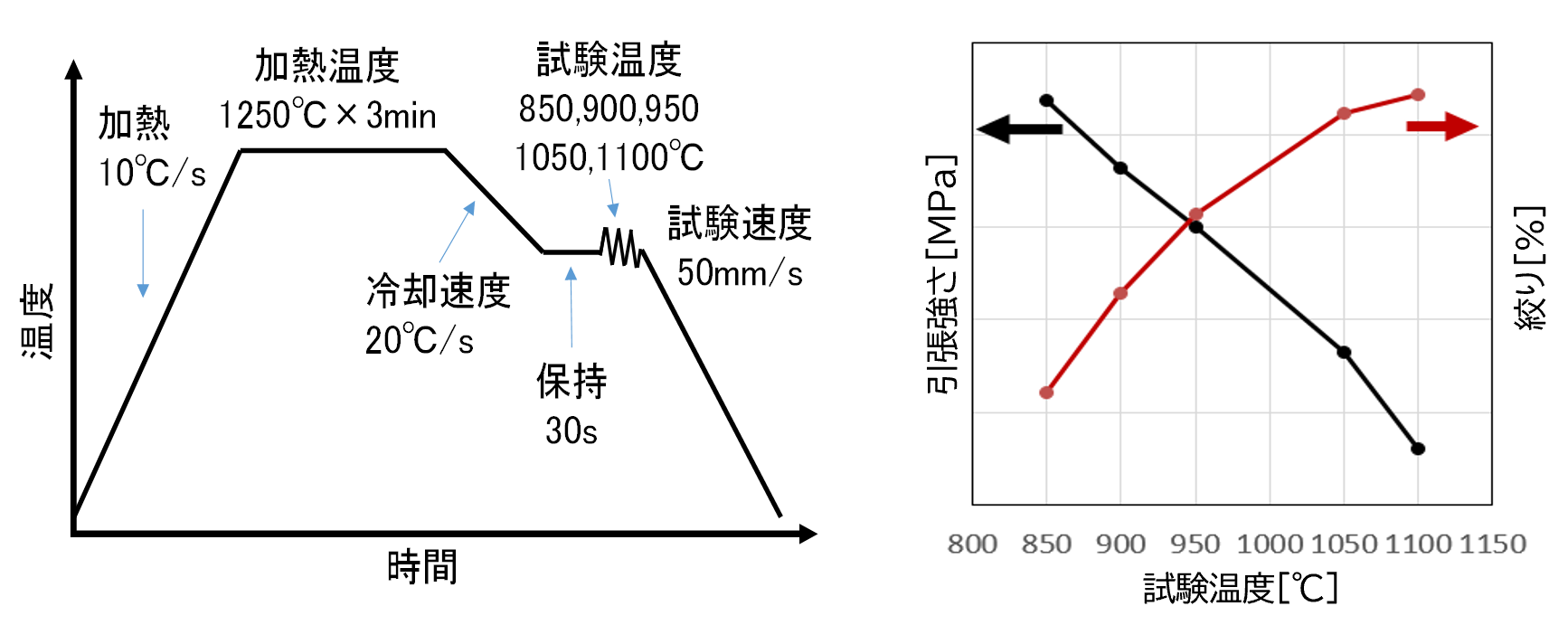
◆試験温度:RT~1400°C
・通常の高温引張試験の試験温度はRT~1100°Cであり、対応できない範囲をカバーします。また高周波誘導加熱、ガス冷却での温度制御のため様々な熱サイクルに対応します。
◆試験速度:1×10-3~約3×102mm/s
・通常の引張試験では最大約8mm/sであり、対応できない高速域をカバーします。
試験条件と特性変化
事例3;熱間加工後の変態挙動評価(低C-Nb鋼の加工による変態挙動(CCT)の変化)
熱間中の加工で転位等の欠陥が導入されます。
この欠陥により変態挙動が変化するため、加工後の変態挙動を理解することは重要です。
コイルのスリットからLEDビームを試験片方向へ照射、CCDに受光させて膨張を測定します。圧縮後も測定可能。
この膨張を測定することによって、γ相→α相への変態を捉えることができます。
試験条件と組織変化
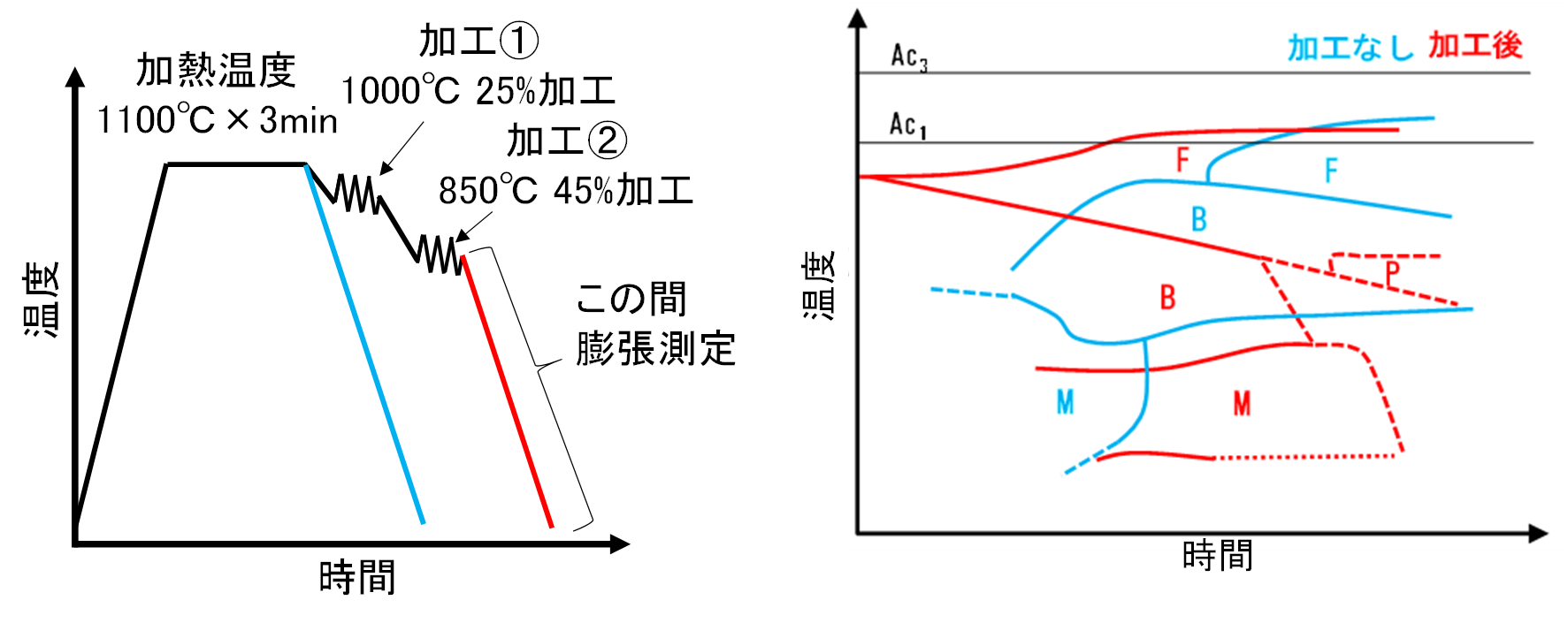
加工によりフェライトは短時間側、マルテンサイトは長時間側に移行しており、変態挙動変化を明確に捉えることが可能。
事例4;加工硬化、回復、再結晶挙動評価
(オーステナイト系合金の加工硬化、回復、再結晶挙動評価)
鉄鋼材料では一般的に冷間加工中は加工硬化しますが、熱間ではひずみ速度、温度に依存して、加工硬化、回復、再結晶が競合して生じます。これらは微細化プロセス等において重要です。
熱間加工再現試験装置では圧縮試験で得られる真ひずみε-加工硬化率θ※線図より、各タイミングでの挙動評価が可能です。
※真応力σを真ひずみεで微分した値 ![]()
試験条件と真ひずみε-加工硬化率θ
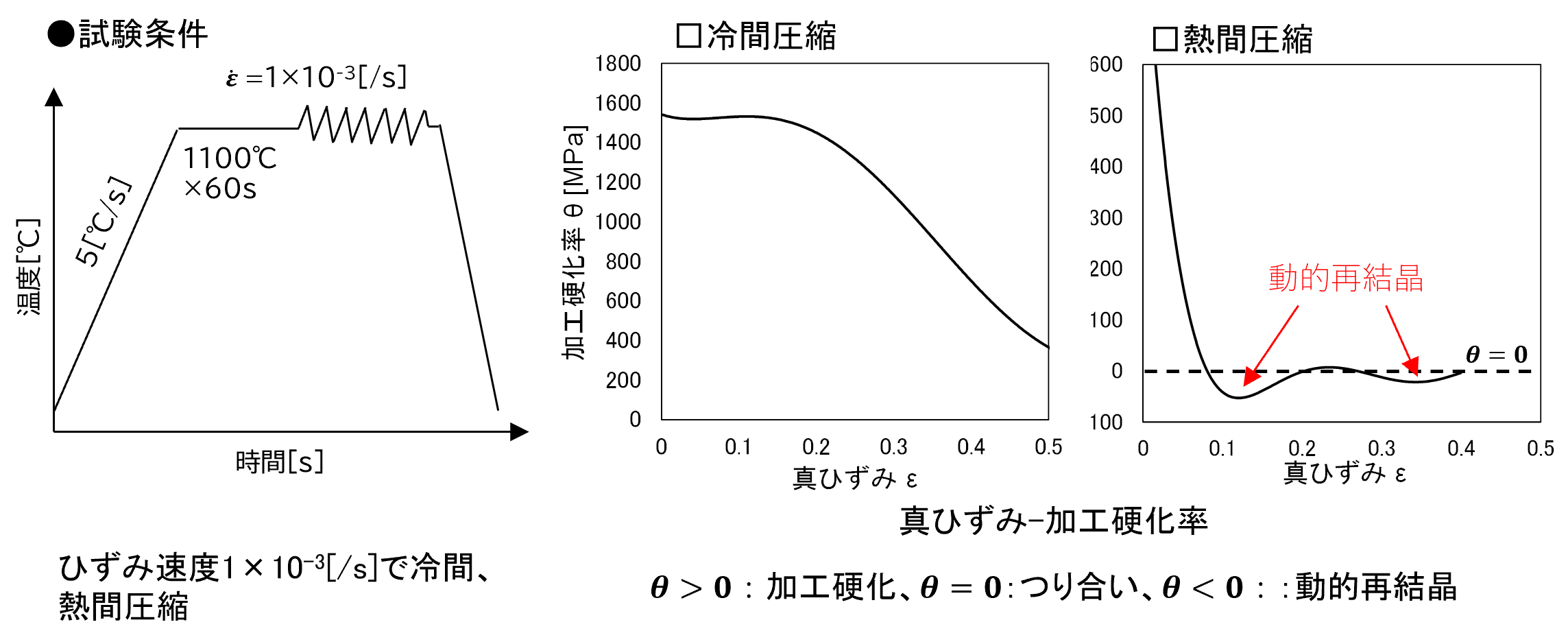
冷間圧縮では加工硬化、熱間圧縮では加工硬化、回復、動的再結晶が生じています。