
厚板・建材分野の接合技術
厚板・建材分野の接合技術とは
鋼構造物の大型化、高機能化に伴い、使用される鋼材も高強度化、厚手化の傾向にあります。溶接施工法も大入熱溶接、ロボット溶接をはじめ多様化しており、溶接部の健全性、品質、特性に対する正確かつ、高度な評価技術が重要になります。
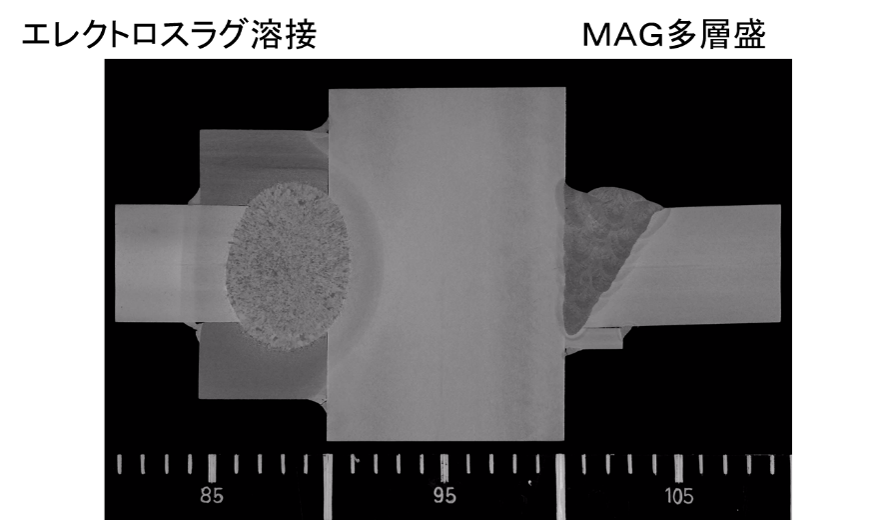
厚板・建材分野では、主として、MIGアーク溶接、MAGアーク溶接、サブマージアーク溶接、エレクトロガス溶接、エレクトロスラグ溶接といった各種アーク溶接が用いられ、薄板溶接と比べ、溶接入熱が大きく、拘束が厳しいため、割れ発生の懸念が大きくなります。
当社では、様々な使用環境を想定した継手の設計や特性評価にご協力いたします。
溶接継手の特性評価
| 継手特性 | 主な影響因子 | 評価方法の例 | |
|---|---|---|---|
| 継手強度 | 溶接部組織・硬さ HAZ部の特性 |
組織観察・硬さ測定 強度評価試験・疲労試験 |
|
| 継手靭性 | WM靭性 | WM組織(溶材成分,希釈率,,,) HAZ組織・硬さ 溶接条件 (入熱,パス数,予熱/後熱,,,,,) |
衝撃試験 破壊靭性試験 化学分析 物理分析 |
| HAZ靭性 | |||
| 溶接割れ | WM割れ | WM組織(溶材成分,希釈率,,,) 溶接条件 溶接による発生応力 溶接部の拘束度 拡散性水素 |
硬さ測定 残留応力測定 拡散性水素測定 化学分析 物理分析 |
| HAZ割れ | |||
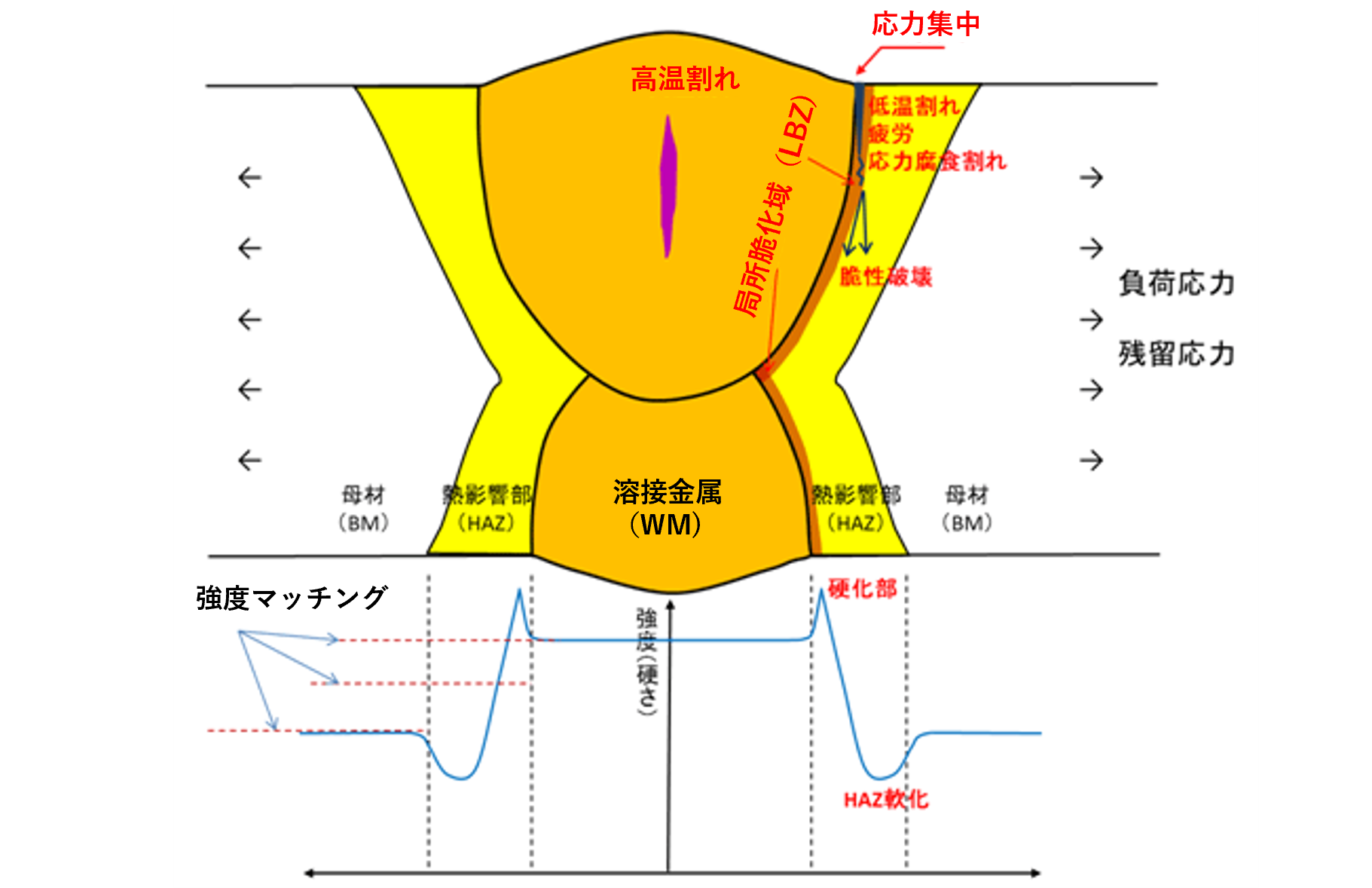
| 応力腐食割れ | 溶接部組織・硬さ 使用環境 負荷応力・応力集中 溶接残留応力 |
強度評価試験 腐食環境調査 残留応力測定 |
|
WM:溶接金属、HAZ:熱影響部、BM:母材
※上記以外の接合法も含め、詳細は、個別にご相談ください。
厚板溶接に必要な溶接管理ポイントの例
1.溶接施工試験・溶接技量付加試験
当社では従来より鉄鋼材料の評価を行う中で、溶接施工試験の実績を積み上げてまいりました。また建築鉄骨の溶接施工者に対する技能検定機関であるAW検定協会東日本様の試験実施機関として、一部の試験分野を担当しています。
プロジェクトで必要となる課題に対応し、溶接継手の製作、鋼材の溶接性評価から各種施工試験まで幅広く対応いたします。
(1)溶接施工試験
お客様で製作された溶接継手を用い、各種溶接施工試験を実施致します。
- マクロ組織観察
- 引張試験
- 衝撃試験 等
(2)溶接技量付加試験
AW検定協会にて規定された各種試験評価と同様の試験を行うことが可能です。なお、当社はAW検定協会試験の認定を行うものではありません
| 工場溶接 | 放射線検査 | 表面曲げ試験 | 裏曲げ試験 | マクロ試験 (1面) | マクロ試験 (3面) |
|---|---|---|---|---|---|
| 鋼製エンドタブ | 〇 | 〇 | 〇 | 〇 | - |
| 代替エンドタブ | 〇 | - | - | - | 〇 |
| 隅肉溶接 | - | - | 〇 | 〇 | - |
工場現場溶接、ロボット溶接などもAW検定協会東日本
(3)溶接性試験
当社ではJIS規格に規定された各種鋼材の溶接性試験も実施可能です。
例:JIS Z 3101 溶接熱影響部の最高硬さ試験方法
JIS Z 3158 y形溶接割れ試験方法
2.溶接部の割れ評価
『割れ感受性評価』は、溶接入熱が大きく、拘束が強い厚板溶接分野での重要な評価の一つです。ここでは、事例として、1)バレストレイン試験、2)y型高速割れ試験について紹介します。
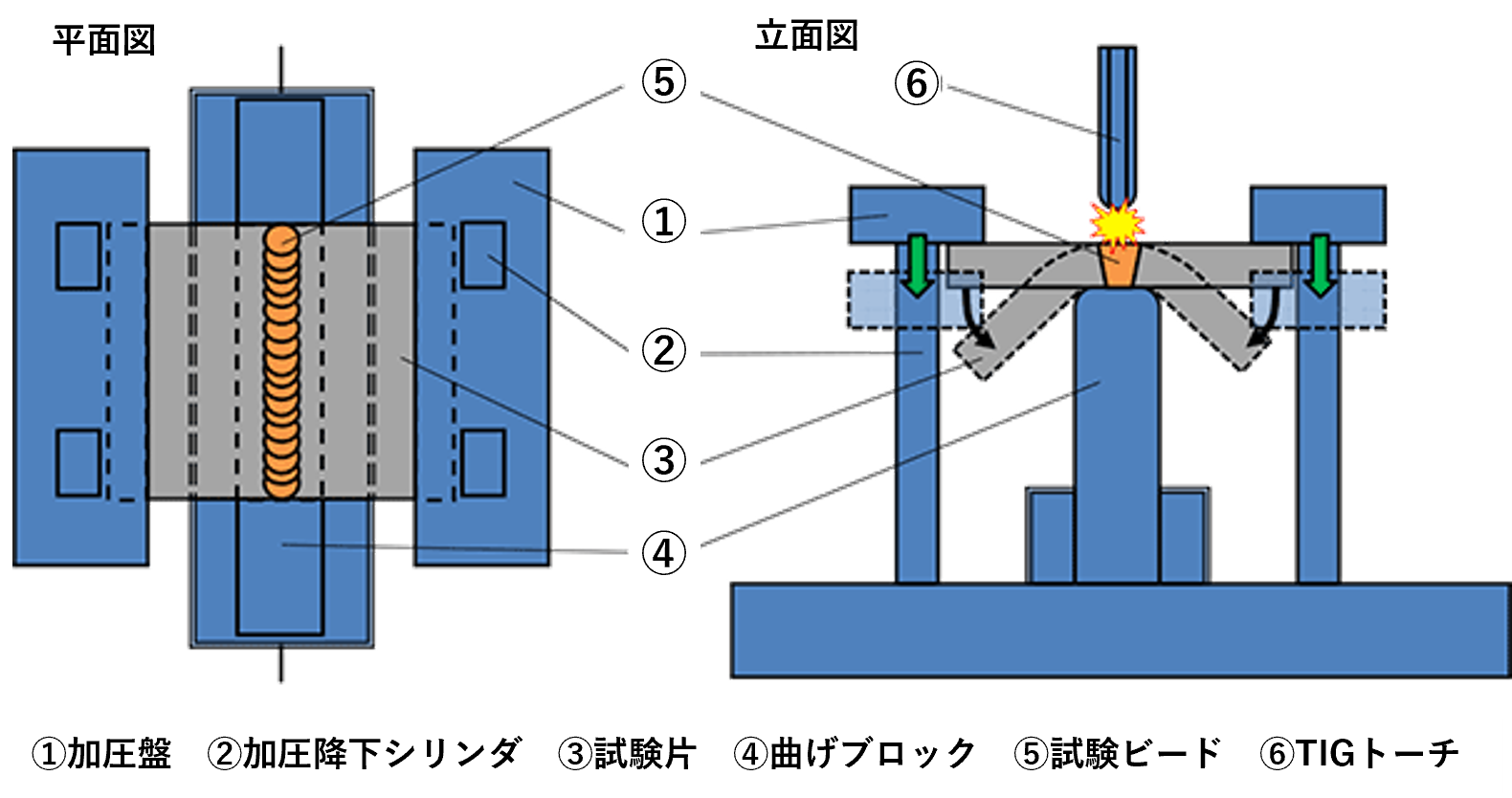
(1)バレストレイン試験
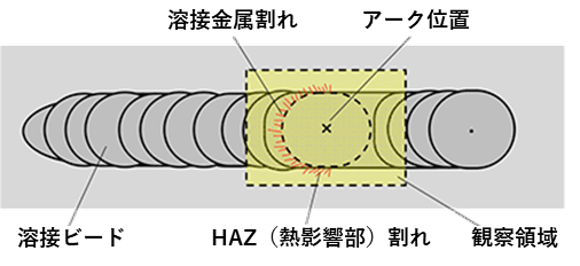
アーク溶接中の試験片に、外部から応力を負荷し、瞬間的な歪を与えて、溶接部に発生する割れ長さを評価する試験方法です。指標としては、最大割れ長さ、そう割れ長さなどが用いられます。
バレストレイン試験模式図
バレストレイン試験の評価
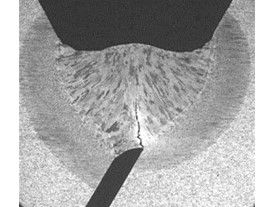
(2)y型拘束割れ試験
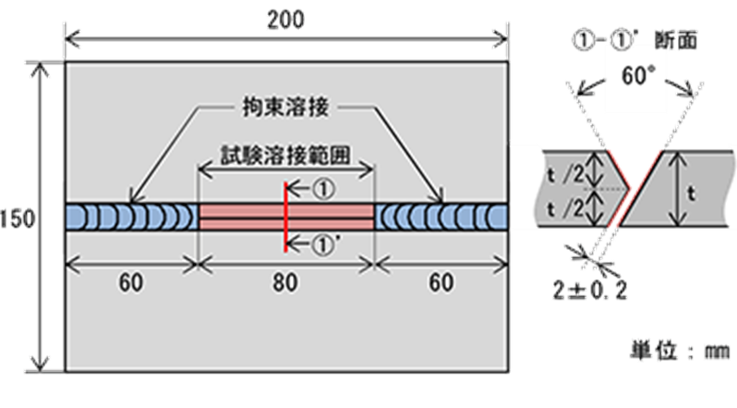
下図に示すよう開先形状の試験片を溶接し、所定時間経過後の溶接表面および断面の割の有無、割れ率(割れ長さの比率)を評価する試験法です。
y型拘束割れ試験模式図
y型拘束割れ試験の評価
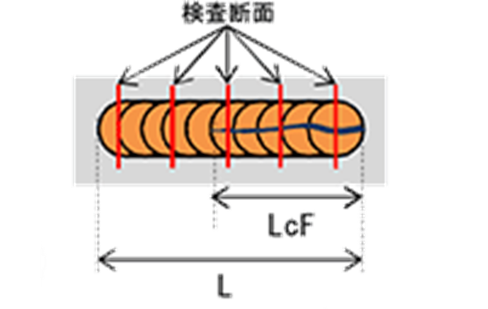
(1)表面割れ率
ΣLcF/L × 100(%)
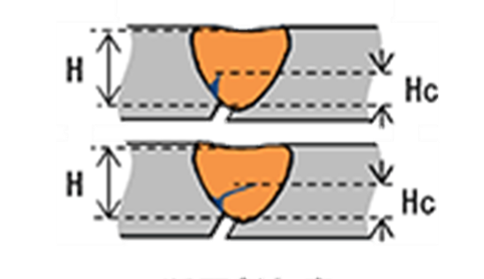
(2)断面割れ率
Hc/H × 100(%)
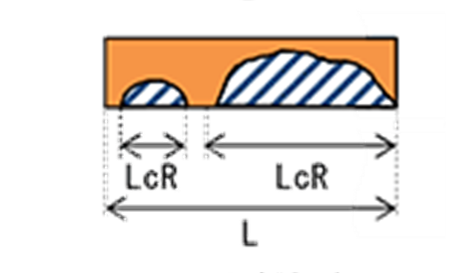
(3)ルート割れ率
ΣLcR/L × 100(%)
3.溶接用連続冷却変態図(CCT図)の取得
溶接部の金属組織は、溶接時に、急加熱・急冷客の熱サイクル(入熱の小さい薄板では、さらに急加熱・急冷)を受け変化し、溶接継手の特性に影響します。
この溶接部の組織を推定する手法として、連続冷却変態図(CCT)を作成することがあります。 一例を下に紹介します。
CCT:continuous cooling transformation
ある成分を有した鋼を930°Cで20分保持し、様々な冷却速度で連続冷却しながら、熱膨張を計測し、得られた金属組織の硬さと、推定された変態点をまとめています。
冷却速度による組織の変化や得られる硬度が異なることがわかります。