
マルチテスターによる各種粉体の流動性評価
HRM-1901
1.概要
ホッパーやコンベアー設計時、粉体の各種物理的特性(粉体の流動性や噴流性)は重要な指標となります。
当社保有のマルチテスター((株)セイシン企業製MT-1)は、全部で10種の粉体物性値(1.安息角,2.崩壊角,3.差角,4.ゆるみ(ゆるめ)かさ密度,5.固めかさ密度,6.タップ密度(JIS・ASTM・局法対応),7.圧縮度,8.スパチュラ角,9.凝集度,10.分散度)を得ることができます。
またこれらの物性値を基に粉体の流動性、噴流性の評価が可能です。
| 必要試料量目安 | 1L(リットル) 程度 |
| 適用事例 | 灰、ダスト、砂、各種金属粉等 |
粉体・焼結体特性評価手法の一覧はこちらから
2.粉体の流動性評価事例
一般的に、粉体の流動性評価には、Dr.R.L.Carrが提唱した流動性指数が用いられます。
下記の4種類の物性値を測定します。
| 測定項目 | 用途 | 概要 | 評価 |
|---|---|---|---|
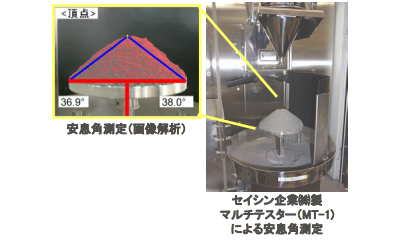
| (1)安息角 最も簡易的な方法 |
凝集性、噴流性、ホッパー角度、ホッパーの架橋現象、フィルター詰まりの把握 | 平坦な板上にロートで粉体を落下させて堆積した時にできる山の斜面の板との角度 | 流動性高い=安息角小 凝集性強=安息角大=流動性低い |
| (2)スパチュラ角 | 凝集性、バケットコンベアー設計 | 平たく細長い板状に形成する安息角と同様な角度。 一般的に安息角よりも大。 |
スパチュラ角小=流動性高い スパチュラ角大=流動性低い |
| (3)圧縮度 流動性判断の最適法 |
粉体の流動性把握 | 圧縮度(%)=100×(P-A)/P P:固めかさ密度 A:ゆるみ(ゆるめ)かさ密度 |
圧縮度大=流動性低い 圧縮度20%以上=流動性低い=ホッパーの架橋現象大 |
| (4)-1 均一度 (比較的凝集性のない場合) |
凝集性の把握 | 粒度分布の幅を表す。別途篩い分けにより測定した粒度分布によって、篩い下60%の粒子径を篩い下10%粒子径で除した割合。 | 均一度の値が1に近い=粒度分布の幅が狭い=粒子径が揃っている=凝集性弱=流動性高い |
| (4)-2 凝集度 (凝集性が大きい微粉の場合) |
凝集性、排出性、付着性、フィルター目詰まり、ホッパーの架橋現象の把握 | 凝集度は、微粒子表面に現れる凝集力を数値化したもの。 | 凝集度大=だまになり易く、均一に混合困難=流動性低 |
上記4種類の測定値から、Carrの流動性指数を算出し、「粉体の流動性指数表」より、流動性の程度を総合的に評価を行います。
表.各種粉体の流動性評価事例
| Carrの流動性指数 | 流動性評価 | 安息角(°) | スパチュラ角(°) | 圧縮度(%) | 均一度(-) | |
|---|---|---|---|---|---|---|
| 粉体a | 64.0 | 普通 | 33.9 | 40.5 | 18.0 | 25 |
| 粉体b | 28.5 | 悪い | 50.1 | 61.5 | 44.0 | 36 |
| 粉体c | 59.0 | やや悪い | 38.1 | 49.1 | 8.7 | 30 |
★粉体の流動性評価以外に、噴流性評価(流動性指数、崩壊角、差角、分散度を用いる)も可能です。
表.粉体の流動性評価基準
| 流動性評価 | Carrの流動性指数 |
|---|---|
| 非常に良い | 90~100 |
| 良い | 80~89 |
| やや良い | 70~79 |
| 普通 | 60~69 |
| やや悪い | 40~59 |
| 悪い | 20~39 |
| 非常に悪い | 0~19 |
